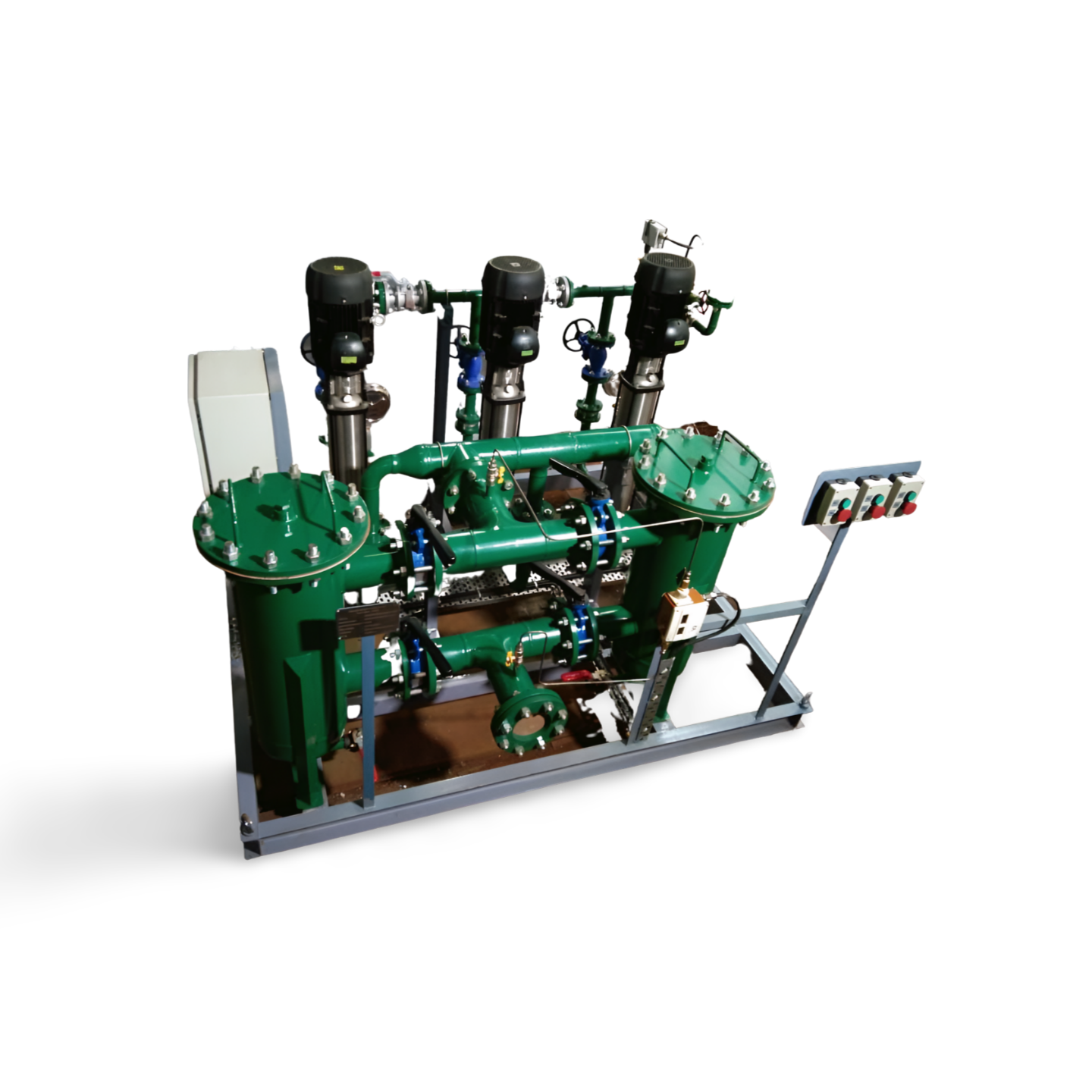
MATERIAL HANDLING SYSTEM
Material Handling Equipment’s is backbone for any process industry for long process
and effective floor utilization. We offer multiple type of material handling equipment’s as per
specific material handling requirement considering product geometry, bulk density and chemical
properties.
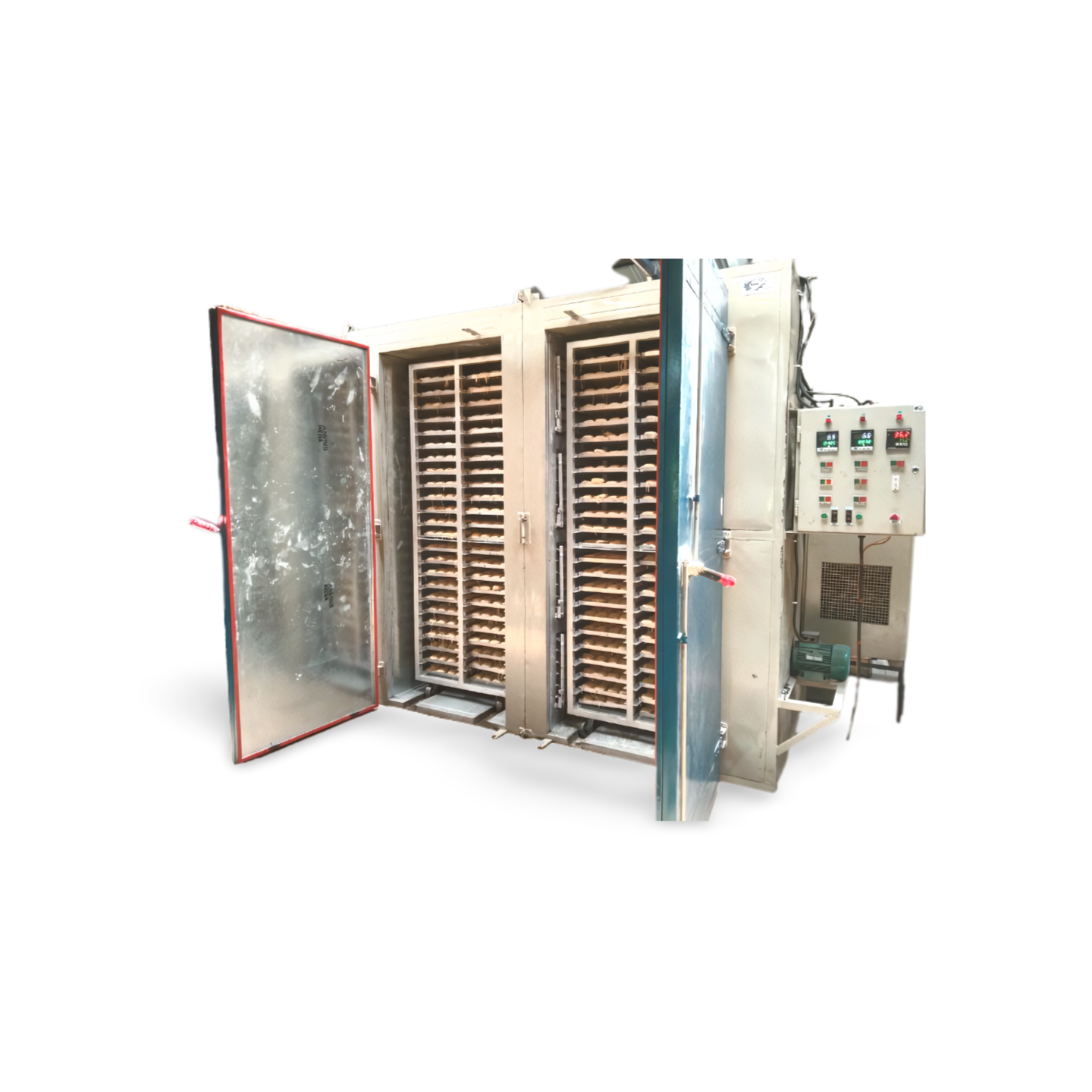
Basic function of Material handling equipment’s is to reduce human efforts and
synchronize with automation as per production requirement.
Basic function of Material
handling equipment’s is to reduce human efforts and synchronize with automation as per
production requirement.